





吸塑包裝能夠讓產品自身的價格和形象得到提升,同時還有塑造和傳播的作用,對企業(yè)的品牌形象和度產生重大影響。
以展示、美化產品為目的,包裝的產品多為小商品,可以擺放或懸掛在超市的貨架上,起到展示的直觀效果。
以保護,分隔、防震、陪襯為目的,起到容器的保護功能。
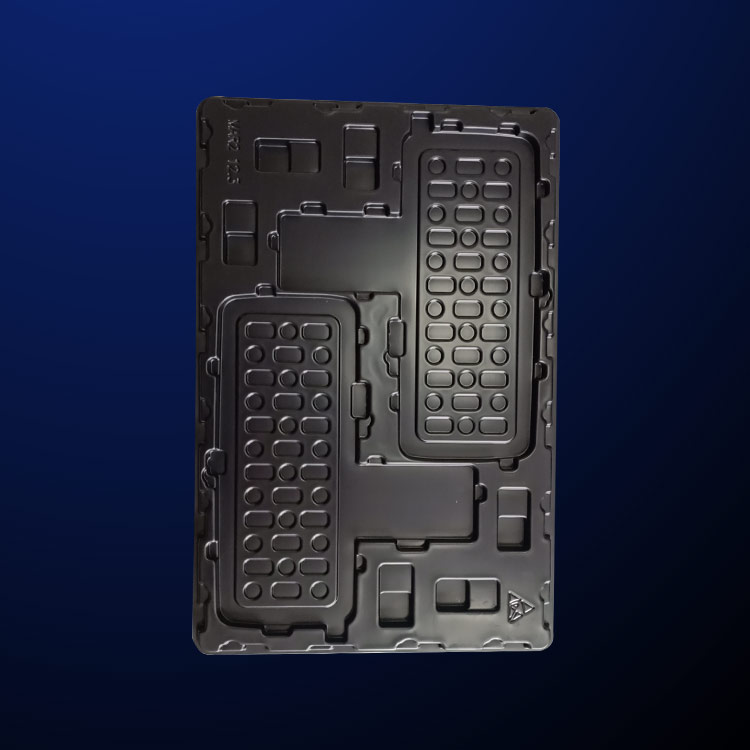
采用真空吸附于模具表面,再冷卻成型,吸塑產品廣泛用于電子、電器、食品、五金工具、化妝品、玩具、日用品、、、汽車、文具、文體用品等行業(yè)。
采用吸塑工藝生產出塑料制品,并用相應的設備對產品進行封裝的總稱。吸塑產品主要以的pvc、pet、pp、ps、gag、植絨等各種塑膠材料,生產次及各種規(guī)格的電子類吸塑包裝、文具類吸塑包裝、玩具類吸塑包裝、五金類吸塑包裝、食品類吸塑包裝、日化禮品工藝品類吸塑包裝封裝形成的包裝產品可分為:插卡、吸卡、雙泡殼、半泡殼、對折泡殼、三折泡殼等。









吸塑包裝是將PVC、PS、PET等樹脂片在吸塑成形機中經過加熱、真空成形、冷卻等過程,使之按照模具的形狀成形,然后在沖床上用刀模沖壓成單個產品,再經過折邊、沖孔等工藝制成的包裝產品。這種包裝產品具有材料便宜、工藝簡單、投入少、利潤可觀的特點,適合包裝小型日用品、小電器、玩具等商品,不適合對緩沖性要求高、產品較重的產品進行包裝。
吸塑產品的主要生產工藝包括起模、拉片、沖床、折邊、沖孔、包裝等,以下就分別來介紹。
1.起模
當客戶確認樣品后,由打樣用的石膏模作為母模,電鍍銅后,按照一定的數量和位置制成生產用的模即為起模。常規(guī)的模分三種:石膏模、銅模、鋁模。其中石膏模主要用于打樣,一般不能做批量生產使用,其制作時間一般為24小時。銅模為石膏模電鍍一層銅,強度和耐磨性增強,成本不高,為生產常用的模,一般制作周期為100小時,少為3天時間,使用壽命約10萬個。
2.拉片
吸塑機將原材料卷材經吸塑成形機加熱、真空吸塑成形、冷卻后,自動裁成既定尺寸,這道工序是吸塑的主要工序。拉片的長度根據實際需要,在600~1170mm之間。不同的材料、不同的厚度,對溫度的調節(jié)要求也不一樣,需要開機人員有相當的經驗。拉片的調機測試一般為3張。吸塑機每進一次的長度稱為拉片長,可根據排模長度來定。
3.沖床
拉片出來的一般為多個產品(按照模具排的數量),需要用刀模在沖床上沖成單個產品,這種工序叫沖床。
4.折邊
對于一些需將吸塑產品兩邊或多邊的邊角折過來以插上紙卡的產品來講,需加此工序。此工序由折邊機完成。
5.沖孔
如客戶有特殊要求,要在吸塑上穿孔時添加此工序。
6.包裝
吸塑產品包裝一定要注意,根據客戶要求的嚴格程度、產品的材料、形狀等確定合適的包裝方式。如客戶無特殊要求,可采用裝箱、裝膠袋的方式。對于白色或色彩較鮮艷的、摩擦易花或不能粘上灰塵、手印的產品,常在生產時戴手套。


您好,歡迎蒞臨方立包裝,歡迎咨詢...





